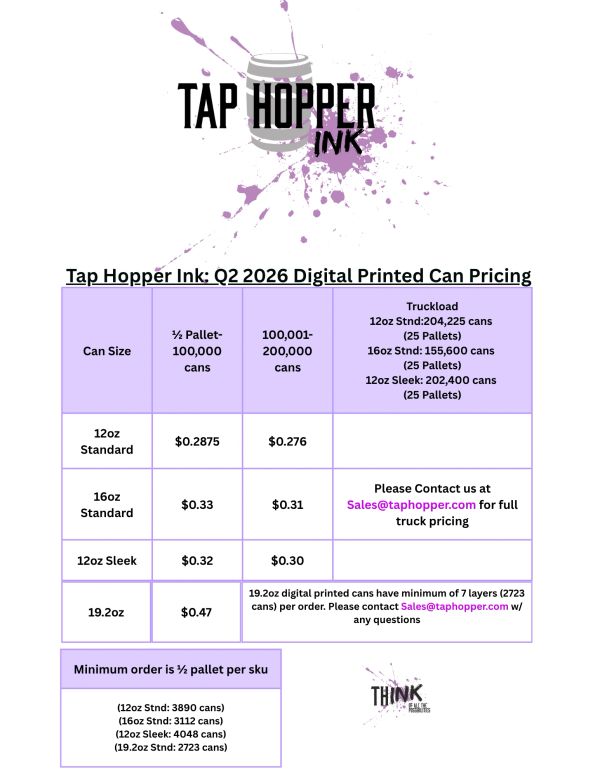
Q2 2026 Pricing
Our printed cans lead the industry in durability and ink adhesion, making them a premium product designed for longevity. With flexible order options and free storage, we strive to exceed your expectations, not just with a top-of-the-line product, but with exceptional customer service.
Experience Our Custom Packaging Gallery





Why Print with Tap Hopper Ink?
More durable.
More possibilities.
More possibilities.

Tap Hopper Ink cans are designed to resist chipping, flaking, or peeling.
More possibilities.
More possibilities.
More possibilities.
Tap Hopper Ink cans have more detail with matte, gloss, and metallic finishes… all possible on the same can with an unlimited number of colors.
More sustainable.
More possibilities.
Low dunnage deposits.
Tap Hopper Ink cans align with your sustainability goals of emissions reductions and higher recycling rates. Not only are our beverage cans infinitely recyclable, but by recycling a Tap Hopper Ink can, we can collectively save 95% of the energy used to make a new can, with no new material needing to be mined or transported.
Low dunnage deposits.
5x faster = lower cost.
Low dunnage deposits.
Build your brand with our branded packaging services. We offer custom printing on boxes, bags, and other packaging materials that help you stand out from the competition and create a lasting impression on your customers.
5x faster = lower cost.
5x faster = lower cost.
5x faster = lower cost.
Our cutting-edge printers operate at speeds 5x faster than market competitors. Faster speeds = lower production costs = lower cost cans.
Safe and Affordable.
5x faster = lower cost.
5x faster = lower cost.
We offer two pricing tiers with transparent pricing, giving you the option to store your orders in our Greensboro, NC warehouse or have them directly shipped to your location after printing.
Got questions? Contact our dedicated sales team today either via phone or email: 336-850-1477 Sales@tapHopper.com

Our Pricing
